|
2009 Barack Obama The manufacture of an art medal is quite different from that of a coin. Most coins are mass-produced for use as money and are not treated any differently in their manufacturing than any other commodity. The relief of a coin is kept low to facilitate stacking or rolling and to insure the design can be fully struck in a single blow. The medal, on the other hand, has no such requirements. This allows the creativity of the sculptor to truly shine in the medium of the art medal. There is however a trade off with medals and that is that they are labor intensive, lack automated processes, and are practically hand managed. This exhibit looks at the two-sided 2009 Barack Obama Official Presidential Inaugural Medal process set that illustrates eight stages of its manufacturing. Each stage may actually represent several actual steps in the process. |
||
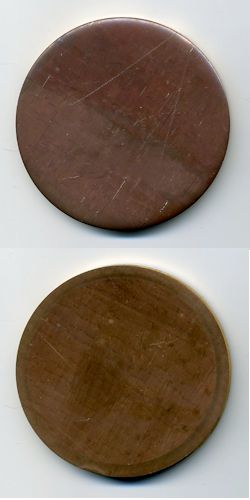 |
Stage 1 A planchet of considerable thickness is required for a high relief medal in order to accommodate the massive amount of metal movement and multiple strikes it will take to bring up the design. To produce these planchets the alloy is first cast into ingots, which are in turn rolled under great pressure in to sheets or strips of the proper thickness. It is from these sheets that the individual blanks are punched. The individual blanks for this medal were punched one at a time from strip stock of commercial bronze, which contains between 90 to 95% copper, with the remaining 5 to 10% being zinc. This blank is 2.8125 inches (2-27/32 or 3/32 over 2-3/4 of an inch) in diameter, 0.266 (17/64 or 1/64 over 1/4 of an inch) inches thick and weighs 224.7 grams. You can tell which side of the planchet was facing up by the deformation of the metal caused along the edge as it is sheared from the strip. The mark left by the hydraulic ram that presses the blank through die or hole in the blanking machine is clearly visible on the bottom image. This process differs from coin production only in that the blanks are punched one at a time instead of several simultaneously. At this point the blank is ready to be washed, annealed and delivered to the press operator. Coin blanks on the other hand would require one further operation, edge raising or forming, before they would be delivered to the pressroom. |
|
Stage 2 After the blanks or planchets have been washed and annealed (softened) they are ready to receive an impression from the dies. Even today's large modern presses cannot bring up such an intricate high-relief design in a single blow. The results of the first blows leave the medal recognizable but the details in the area of greatest relief soft. The dies forced the metal to flow out of the low areas of the design and into the high areas. Due to the design of this medal, the metal on the obverse wants to flow from the field around the President's bust in toward the President's face especially his nose, mouth and chin. It also wants to flow outward to the edge were the rim is being formed. On the reverse due to its lower relief design the majority of the metal movement is toward the forming rim. This medal, unlike a coin, is struck without a collar. This method is typical of medal production and already at this stage you can see a flange, called "flash" starting to be squeezed out from between the obverse and reverse dies. This movement of metal generates great heat, which under the tremendous pressure of the press causes the planchet to work-harden. This work-hardening makes additional strikes futile until the medal is annealed again. |
 |
|
 |
Stage 3 Bronze is annealed by heating it in a furnace and then quickly cooling it by immersing it in water. Interestingly this same process is used to harden the steel dies used to strike the medal. After annealing, the medal is carefully aligned between the dies for a second striking. Aligning the medal with the dies becomes easier with each successive striking due to the fact it becomes somewhat self-keying. The sides of the obverse and reverse dies help dam the metal flowing outward and force it up into the raised rim being formed. This second striking finally brings up the full detail leaving a proof-like finish on our subject medal. The rim detail, which was the last design element of the medal to strike up, is now bold and complete. It is for these reasons that areas of high relief are not usually designed back-to-back on coins since they are required to "strike up" in a single blow of the dies. However, this has not been a problem on our high-relief art medal where multiple round trips between the annealing room and the pressroom have not posed a problem. Also notice that the flange or "flash" from having been struck without a collar is very prominent at this point. This is evidence of the tremendous amount of metal movement generated by the two strikings on the powerful art medal press. The medal now leaves the pressroom for the last time. However, unlike a coin it is not finished. |
|
Stage 4 Our medal now enters the sizing and finishing stage, which has no parallel in coin production. First there is the trimming or sizing step in the process. The medal shown here was mounted on a turning lathe in soft keys that mimic the design to protect it from damage. It was then machined to the proper diameter removing the flange or "flash" created in the striking process. The machining operation has left the edge square and one can sometimes even see the fine groves left behind. Next step is the application of the edge lettering identifying the minter, metallic composition (fineness for silver) and appropriate copyright information. Typically the next step would be sandblasting, which is a high pressure pelting of the entire surface with tiny grains of sand or glass beads. This is done to mute the proof-like surfaces of the medal to prepare it for the antiquing process; however, the Medalcraft Mint choose not to include the final striking and sandblasting steps in one example. |
 |
|
 |
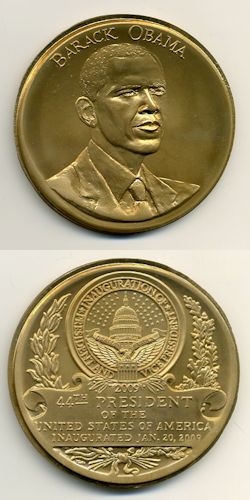
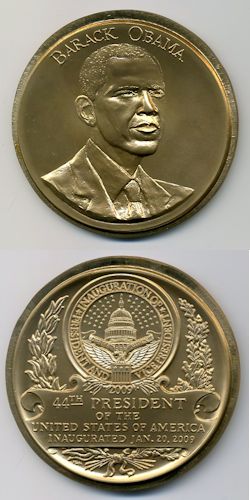
Stage 5 Most bronze, as well as silver, medals are marketed with an antique finish and this one is no exception. To achieve this effect the medal is first coated with an oxidizing solution designed to darken and highlight the lower elements of the design. Each mint or manufacturer has its own "secret recipe" for oxidizing or antiquing the surfaces of their medals. Whatever "recipe" used a finisher would then have removed the solution from the high points and adjusted the effect before the solution dried. Timing is critical at this stage as the longer the time the darker the color and the more difficult it becomes for the finisher to manipulate it. Many process sets allow the solution to dry on one example of the medal for illustration purposes. Again, the Medalcraft Mint choose not to do so in this set. After the finisher removes or "relieves" the dark color from the high points and background using a powered buffing wheel leaving color only in the crevices and recesses the medal takes on a "two-toned" appearance that further highlights its sculptural detail. This handwork does give each medal a slightly different look but is amazingly quite consistent. The medal is then washed, dried, and baked to remove all moisture before finally being lacquered to protect the bronze from fingerprints and tarnishing. The medal is now complete! |
|
|
|
||